
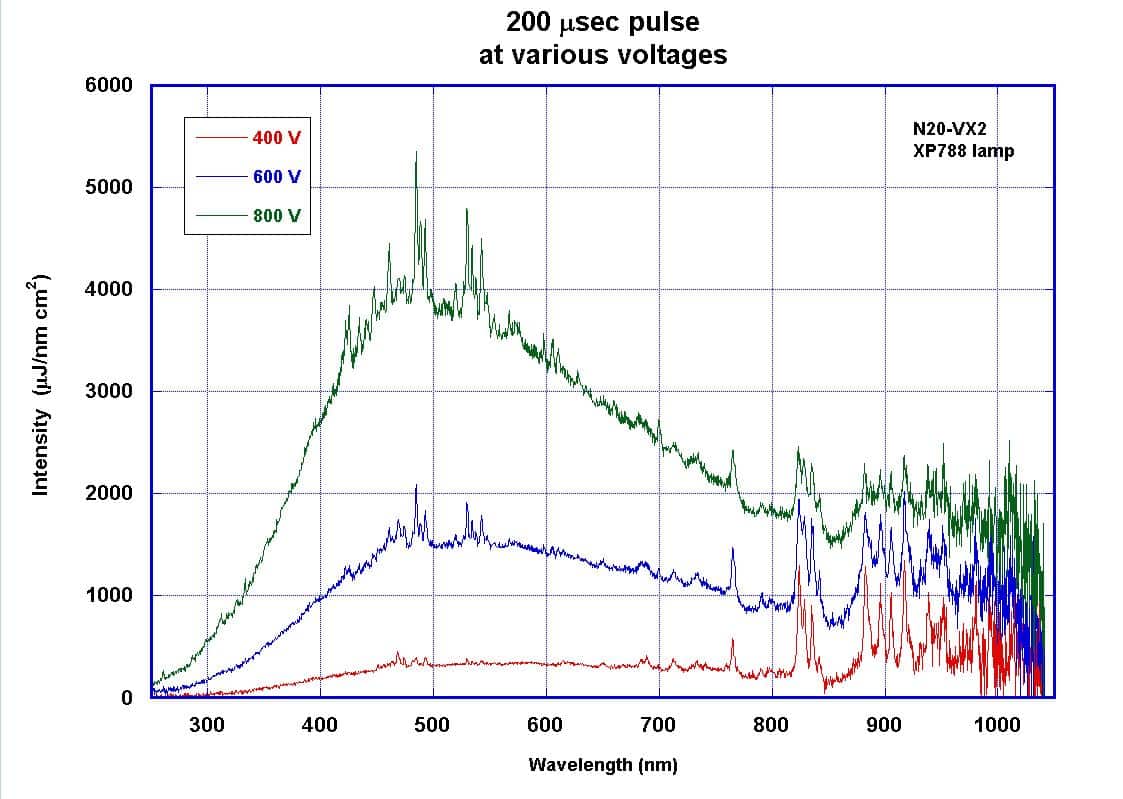
The emission from the PulseForge is broadband ranging from approximately 200nm to 1500nm. Depending on the intensity of the discharge in the lamps, the peak intensity ranges from 400nm to 600nm. Higher intensity discharges are achieved with higher driving voltage. The figure below shows that as the driving voltage increases, the power emitted in all bands increases and the peak intensity shifts slightly to shorter wavelengths.
The safety of all of our tools is of paramount importance to PulseForge. At its peak, the amount of light energy our proprietary technology is putting down in one microsecond to the hundred-microsecond timeline, is more than half a million suns shining simultaneously. An extraordinarily bright source. There are multiple safety interlocks on all PulseForge tools, as well as an abundance of light shields in both the PulseForge Soldering In-Line and Batch tools. And because of multiple, internal moving parts, E-Stops are at arm’s length, and easily reachable from any location on the tool. PulseForge tools have all global safety certifications, meeting the strict requirements demanded by individual countries, including Germany, Japan, and China.
You should decrease the voltage and/or pulse time of your parameters. The pulse is strong or long enough to maintain a high temperature in the ink such that it is transferred to the substrate within the timescale of the experiment. Please refer to Simpulse to design your stack, input the dimensions and subsequently adjust pulse parameters to ensure adequate heating of the ink while maintaining the integrity of the substrate.
This does not affect performance output or uniformity. This ‘white frosting’ has been examined by PulseForge personnel and through bolometry testing at all points of lamp output, no decrease in lamp intensity was observed. However, if you observe the onset of brown staining on the flash lamp, then the intensity of the output will decrease. This browning is due to the sputtering of the electrode materials in the lamp and will prevent light from getting through the glass. At this point, the lamp should be replaced.
You should never open the lamp housing while the tool is operating. If you are encountering an issue with sample processing, press ‘Stop’ on the GUI. If you open the hood while the tool is operating, then the tool will immediately and automatically shut down and be rendered safe such that the user will not encounter any light exposure. We recommend shutting down the tool properly before opening the hood.
You could break the lamp or irreparably damage the lamp driver. Currently, the tool prohibits the user from setting conditions that operate past 30% lamp limit, and thus the power delivery is restricted. This safety protocol is designed into the PulseForge software revision YYY and newer. If you operate the tool at the limits of the allowed power usage, you will decrease the flash lamp lifetime. For example, if you operate the tool at 10% lamp limit or below, you will likely get in excess of 4 million shots. However, if you operate the tool at the limit of 30%, you will likely get less than 30 thousand shots before the lamp must be replaced.
Disclaimer: Important updates to the safety limits of PulseForge tools are incorporated into operating software, please contact PulseForge for the latest free software upgrades.
Yes, you can cure 3-Dimensional objects with the Pulseforge depending on the depth of the print, the angle from the lamp output, and the stability of the ink. The exposure uniformity may be reduced because of variations in distance from the focal point of the lamps. When the material to be processed is in excess of 5mm – 10mm below the lamp window, decreased uniformity may cause spotty or uneven curing depending on the materials being used and the exact details of the dimensions. The ideal curing position is in the region from 5mm – 10mm below the lamp window.
The R&D PulseForge tools (1200 and 1300) can process areas of up to 150 mm wide x 375 mm long, and up to 60 mm height. The sample table can be raised or lowered to any position 0 mm to 60 mm away from the lamp. Samples as large as 410mm x 480mm can be physically accommodated on the processing tray.
The length and width of samples processed by the production models of PulseForge (3200 and 3300) are not restricted as the width of the processing area can be extended with more lamps, and the length is unlimited due to the pulse parameter programming controls. Production tools are customizable and can be integrated into a customer’s manufacturing line in a wide variety of product handling formats.
No, tools are compatible with other functional inks as well as NovaCentrix Metalon® inks.
Yes, PulseForge offers modular equipment configurations which can be integrated (or retrofitted) into existing equipment.
All PulseForge flash lamps are proprietary designed xenon gas-filled flash lamps.
Yes, there are machine differences.
Lamp life is based on the particular process that the lamp is required to perform. The typical process is 10e⁶ flashes or higher.
We have over 165 systems installed worldwide in large company/high volume manufacturing factories, public and private universities, large company R/D centers, and various technical centers.